|
|
|
|
Scheme si masuri tehnologice aplicate pentru diminuarea deformatiilor generale si locale la sudare
Sudarea, ca procedeu tehnologic de baza utilizat la asamblarea navelor, este insotita de fenomene fizice si mecanice complexe, incalzirea la temperaturi ridicate a metalului din zonele adiacente cordonului de sudura conduce la aparitia unui camp de tensiuni si deformatii termice cvasistationar in raport cu sursa de caldura, ce se modifica continuu. Pe masura ce caldura se propaga in masa intregii constructii sudate, campul de temperaturi se egaleaza si ulterior dispare dupa racirea completa, spre deosebire de campul de tensiuni si deformatii, care nu dispare, deoarece procesul formarii sale este ireversibil. Deoarece in timpul procesului de incalzire tensiunile din zona cordonului de sudura depasesc limita de curgere, ele se conserva ulterior in procesul de racire, devenind remanente. Ca rezultat intreaga constructie sudata isi va modifica forma si dimensiunile initiale, contractandu-se pe cele doua directii principale in raport cu cordonul de sudura. Ia nastere astfel o contractie longitudinala, pe directia cordonului de sudura si una transversala fata de acesta, ce depind in principal de energia termica liniara, qs [J/cm], dar si de caracteristicile termo-fizice ale metalului, respectiv rigiditatea constructiei sudate.
Determinarea prin calcul a acestor contractii este posibila in momentul de fata, dar acest lucru nu inseamna ca aceste contractii remanente pot fi evitate. Ele reprezinta un fenomen secundar nedorit dar inevitabil ce insoteste procesul de sudare. Desi contractiile remanente nu pot fi eliminate, ele pot fi diminuate si uniformizate in intreaga constructie sudata, astfel incat adaosurile tehnologice de montaj sa poata fi diminuate sau chiar eliminate. in acest scop, la sudarea sectiilor de corp au fost concepute scheme de sudare de a caror respectare riguroasa depinde in mare masura precizia de fabricatie a acestora.
Schemele de sudare urmaresc in principiu uniformizarea contractiilor printr-o incalzire cat mai uniforma si simetrica a elementelor prefabricate, astfel incat contractiile sa nu se amplifice spre una sau alta din extremitatile sectiei. Teoretic si experimental se constata ca existenta unor tensiuni initiale de compresiune in zona in care se executa o imbinare sudata, conduce la cresterea contractiilor provocate de aceasta imbinare. Astfel, la executarea unui prim cordon de sudura, intreaga structura va fi supusa la compresiune pe cele doua directii principale astfel incat cel de-al doilea cordon se va executa deja pe metal supus la compresiune. Ca rezultat, executarea cordoanelor de sudura progresiv, mergand de la un capat al sectiei spre celalalt, va conduce la acumularea de tensiuni reziduale din ce in ce mai mari, astfel incat ultimele cordoane sudate vor da nastere unor contractii reziduale avand valori mult mai mari decat primele. In acest caz se constata ca in final sectia sau constructia sudata se contracta cu valori diferite la cele doua extremitati, fapt ce necesita prevederea unor adaosuri tehnologice mai mari, sau in cazul renuntarii la acestea, rostui imbinarilor de montaj va rezulta variabil, la asamblarea corpului navei pe cala.
In cele ce urmeaza vor fi prezentate schemele de sudare cele mai uzuale utilizate la sudarea sectiilor de corp si suprastructura.
1 Scheme utilizate la sudarea tablelor de grosime mare
Realizarea unei imbinari sudate in cazul unor piese de grosime mare, ridica in general probleme deosebite sub aspectul tensiunilor si deformatiilor reziduale provocate de sudare.
Aprecierea intensitatii regimului de sudare sub aspectul duritatii efectelor termice ce il insotesc se face cu ajutorul valorii energiei termice liniare cu care se executa cordonul:
![]()
si care fizic reprezinta cantitatea de energie ce se transmite fiecarui centimetru de imbinare sudata.
Regimurile de sudare intense, caracterizate de intensitati mari ale curentului Is si viteze mici de sudare vs, permit obtinerea unor sectiuni mari ale cordonului de sudura, dar provoaca tensiuni si deformatii reziduale mari, deoarece acestea sunt direct proportionale cu energia termica liniara. Este evident ca din punct de vedere al productivitatii este mai avantajoasa aceasta varianta, dar de cele mai multe ori consumurile suplimentare de energie si manopera necesare indreptarii pieselor sudate fac ca aceasta solutie sa devina neeconomica. Adesea, in aceste cazuri, se recurge la cordoane cu sectiune mai mica, executate cu energii liniare mai mici, sectiunea totala a cordonului realizandu-se prin mai multe treceri sau straturi. Sudarea prin mai multe treceri diminueaza considerabil deformatiile remanente generale si locale. Este cunoscut in teoria tensiunilor si deformatiilor reziduale faptul ca in cazul unor cordoane de sudura situate la distante mici si executate succesiv (decalat in timp, cel de-al doilea dupa racirea primului), cel de-al doilea cordon mareste valoarea deformatiilor totale numai in masura in care sectiunea znei plastice totale devine mai mare. Astfel, la sudarea multistrat, deoarece practic cordoanele se suprapun, deformatia totala generata de ecutarea imbinarii sudate depaseste cu putin deformatia reziduala provocata de executarea primului strat.
O influenta deosebita asupra valorii tensiunilor si deformatiilor ziduale o are configuratia si dimensiunile cordonului de sudura. Modul prelucrare a marginilor are o influenta semnificativa, prin marirea sectiunii cordonului realizata cu metal de adaos. Acest fapt este evident, deoarece si energia liniara va fi direct proportionala cu volumul de sudura ce depinde de sectiunea cordonului. Din acest aspect, cea mai avantajoasa situatie este oferita de imbinarile fara tesirea marginilor, si cu tesiri ce conduc la sectiuni minime ale cordonului.
Astfel, se constata ca cea mai dezavantajoasa situatie apare in cazul tesirii pe o singura parte, in V, deformatiile fiind mai mici in cazul tesirii X si semnificativ mai mici in cazul tesirii in dublu U.
In ceea ce priveste deformatiile unghiulare, ele vor fi mai mari in cazul sudarii pe o singura parte, in special in cazul sudarii fara tesire. Deformatia unghiulara reprezinta un efect datorat neuniformitatii campului termic pe grosimea pieselor sudate. In cazul sudarii cu tesirea marginilor, sau chiar fara tesire, dar cu deschidera rostului mare, arcul electric patrunde pana la radacina cordonului si campul termic va avea practic un gradient neglijabil pe grosimea pieselor sudate.
Succesiunea depunerii cordoanelor de sudura prezinta o importanta deosebita pentru reducerea tensiunilor si deformatiilor, ordinea si succesiunea depinzand de grosimea pieselor si de lungimea cusaturilor (fig. 10.12)
Succesiunea depunerii cordoanelor de sudura prezinta o importanta deosebita pentru reducerea tensiunilor si deformatiilor, ordinea si succesiunea depinzand de grosimea pieselor si de lungimea cusaturilor (fig. 10.12)
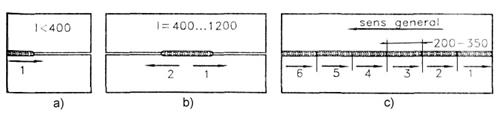
Figura 10.12. Ordinea de depunerea a cordoanelor de sudura pe lungimea imbinarii.
In cazul cusaturilor scurte (pana la 300400mm), sudarea se va efectua de la un capat spre celalalt (fig. 10.12a).
Daca lungimea cusaturii este cuprinsa in intervalul 4001200mm, sudarea se face de la mijloc spre capete (fig. 10.12b) si este recomandat chiar sa se faca simultan, cu doi sudori.
In cazul cordoanelor de lungime mare, se recomanda sudarea in trepte inverse (sau pas de pelerin), fragmentand cordonul in portiuni de (200350) mm (fig. 10.12c), si executandu-le in ordinea din figura. In acest fel, sensul general in care se executa imbinarea va fi diferit de sensul in care se sudeaza cordoanele elementare, astfel incat tensiunile vor fi mult diminuate.
Daca sudarea se face in mai multe straturi, doua straturi alaturate se sudeaza in sensuri inverse (fig. 10.13).
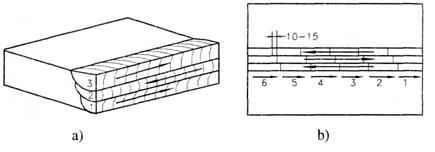
Figura 10.13. Sudarea in mai multe straturi
Daca lungimea cusaturii este mai mare de 200350 mm, se procedeaza oricum la fragmentarea cordonului (fig. 12.11c) la lungimea ce se poate executa cu un singur electrod. In acest caz, sfarsitul a doua cordoane alaturate (fig. 10.13 b) se decaleaza cu circa 1015 mm.
Ordinea de depunere a straturilor, la sudarea tablelor groase, influenteaza tensiunile si deformatiile remanente. Ordinea depunerii cordoanelor trebuie aleasa astfel incat deformatiile sa fie minime (fig. 10.14), respectandu-se precizarile facute anterior.
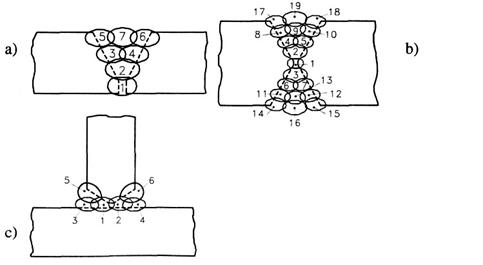
Figura 10.14. Ordinea de depunere a randurilor si straturilor.
In cazul imbinarilor cap la cap cu tesire pe ambele parti (fig. 10.14b) este evident ca respectarea ordinii depunerii cordoanelor din figura necesita rasturnarea repetata a pieselor imbinate. Acest lucru este dificil in cazul sudarii cap la cap a tablelor de dimensiuni mari, astfel incat se poate proceda ca in fig. 10.14a, realizand pe rand cordonul de pe o parte si apoi, dupa rasturnarea panoului, cordonul de pe cealalta parte.
La executarea cusaturilor multistrat, cu lungime mare, sudarea se face prin depunerea randurilor urmatoare peste randurile anterioare, inainte de racirea ultimelor straturi sub 150180 C. Principalele scheme utilizate in acest caz sunt:
in cascada (fig. 10.15), la care se depune un rand de sudura cu o lungime de 100300 mm, dupa care se reia de la aceeasi distanta si se sudeaza pana la primul rand, dupa care se continua sudarea peste acesta pana la acoperirea lui cand se afla inca in stare calda, etc;
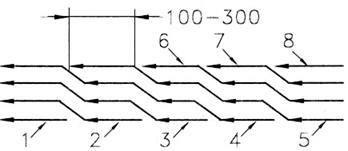
Figura 10.15. Schema de sudare in cascada.
in cocoasa (fig. 10.16), la care dupa depunerea cordonului 2 peste cordonul 1, se continua cu 100300 mm in prelungirea primului rand, dupa care urmeaza depunerea cordonului 3 etc. Imbinarea se extinde treptat de la mijlocul acesteia spre cele 2 capete;
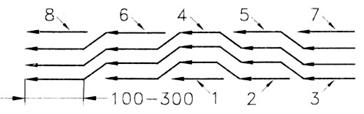
Figura 10.16. Schema de sudare in cocoasa
in blocuri (fig. 10.17), care consta in depunerea in straturi groase, pe portiuni mai ales in cazul operatiunilor de reparatii la piesele groase. Lungimea portiunilor 1, 2, 3, , 9, este de 80100 mm, intre ele lasandu-se un spatiu de 3040 mm, care se sudeaza in final pentru a nu rigidiza piesa. La aceasta schema se sudeaza de regula cu preincalzire.
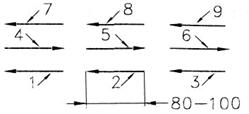
Figura 10.17. Schema de sudare in blocuri.
In general, pentru diminuarea tensiunilor si evitarea pericolului de fisurare trebuie respectate o serie de recomandari, dupa cum urmeaza:
. in cazul cordoanelor simetrice, depunerea straturilor se face alternativ pentru a echilibra tensiunile si deformatiile (fig. 10.14b -10.14c);
. in cazul structurilor complexe, formate din invelis si elemente de rigidizare, cusaturile vor fi depuse de asemenea alternativ in raport cu axele de simetrie, iar in cazul in care se executa simultan doua cusaturi, ele vor fi de asemenea simetrice.
Diminuarea tensiunilor si deformatiilor remanente se poate realiza folosind metoda preincalzirii. Preincalzirea conduce la micsorarea diferentelor de temperatura intre zonele calde si reci si conduce la dilatarea termica a constructiei sudate in ansamblul sau. Ca efect, dilatarea termica a zonei in care se executa cordonul se face liber si nu va mai conduce la acumularea unor contractii remanente (dilatari termice impiedicate) fapt ce reduce considerabil deformatiile remanente. Astfel, se apreciaza ca preincalzarea la temperatura de 200 C reduce cu 30% tensiunile si deformatiile remanente. Teoretic, preincalzirea la temperaturi de 600650 C, la care otelul isi pierde proprietatile elastice devenind pur plastic, conduce la eliminarea totala a tensiunilor remanente. Este insa evident ca aceasta metoda nu poate fi aplicata in si cazul constructiilor sudate complexe cum sunt sectiile corpului navei. In cazul acestora diminuarea deformatiilor remanente se poate face prin adoptarea unor scheme de sudare cu mai multi sudori care sa conduca la o incalzire generala si uniforma a intregii constructii sudate. Adoptarea unei astfel de scheme are un efect similar metodei preincalzirii, si va fi abordata in continuare.
2. Scheme de sudare utilizate la asamblarea constructiilor complexe
Sectiile corpului navei, atat cele plane cat si cele curbe, sunt compuse dintr-un invelis si elemente de osatura sudate pe acesta. Asamblarea sectiilor se face in doua sau mai multe etape tehnologice, in functie de complexitatea si de sistemul de osatura al acestora.
De regula, prima etapa tehnologica consta in asamblarea si sudarea tablelor ce compun invelisul sectiei. In cazul sectiilor plane, sudarea tablelor invelisului se face automat, pe platoul de asamblare, iar schema de sudare adoptata trebuie sa urmareasca uniformizarea deformatiilor pe cele doua directii principale (lungime si latime). Astfel, se recomanda ca sudarea sa inceapa de la mijlocul sectiei spre cele doua extremitati, executand alternativ cordoanele de sudura de o parte si de cealalta a axei principale a sectiei cu care cordoanele sunt paralele (fig. 10.18a).
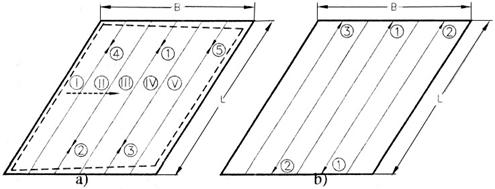
Figura 10.18. Schema de sudare a tablelor de invelis.
Uniformizarea contractiilor pe lungimea sectiei va fi mai buna daca se adopta schema din figura 10.18b, care presupune sudarea simultana a cordoanelor simetrice, cu doua automate de sudare. In cazul cordoanelor foarte lungi, este recomandat ca ultima portiune din cordon, extinsa pe circa 1/4 din lungimea sa totala, sa fie executata in sens contrar (fig.10.18a).
In cazul imbinarilor cap la cap pe ambele parti, sudarea cordoanelor de completare la radacina se face cu inversarea sensului de sudare, respectand aceeasi schema.
Rezultate si mai bune privind uniformizarea contractiilor se pot obtine daca executarea cordoanelor de completare se face plecand de la marginile sectiei spre centrul acesteia. Si in acest caz se recomanda sudarea simultana a cate doua cordoane in sensuri contrare. In cazul din figura 10.18b, cordonul 3 va deveni cordonul 1, dupa care se vor suda simultan cordoanele 2, ce isi pastreaza numarul de ordine, si in final cordoanele 1 care primesc numarul de ordine 3.
Schemele de sudare prezentate se pot utiliza si in cazul sectiilor curbe, de curbura mica sau in cazul in care sectia se executa pe un dispozitiv turnant ce permite sudarea semiautomata prin aducerea pe rand a cordoanelor intr-o pozitie aproximativ orizontala.
Nerespectarea acestor scheme, spre exemplu prin executarea cordoanelor plecand de la un capat spre celalalt pe directia latimii B si, mai grav, executand toate cordoanele in acelasi sens, conduce in final la valori diferite ale lungimii L a sectiei la cele doua extremitati (linia intrerupta din fig. 10.18a). La situatia mentionata se ajunge daca imbinarile se executa in ordinea indicata cu cifre romane.
La asamblarea sectiilor plane sau a sectiilor cu curburi mici, in etapa a doua, se asambleaza si se sudeaza osatura simpla. Executarea cordoanelor de colt dintre elementele de osatura simpla si invelis se face de regula automat sau semiautomat, iar schemele de sudare adoptate trebuie sa respecte aceleasi principii ca la sudarea tablelor de invelis.
In ultima etapa tehnologica, cea de asamblare si sudare a osaturii intarite, cordoanele se executa semiautomat sau manual. Schema de sudare va respecta principiile prezentate anterior. In fig. 10.19 este prezentata o astfel de schema, in care se sudeaza cu doi sudori.
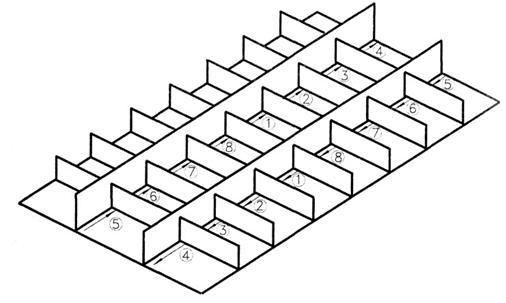
Figura 10.19. Schema de sudare a osaturii intarite cu doi sudori.
In cazul in care imbinarile de colt dintre cele doua elemente de osatura intarita si invelis sunt bilaterale, sudarea pe cealalta parte se face in sensuri contrare, repetand aceeasi schema.
Un caz particular il constituie sudarea in sistem celular a osaturilor de panou, dupa asamblarea ambelor tipuri de osatura, atat a celei simple cat si a celei intarite. Situatia se intalneste la sectiile cu curburi pronuntate de la extremitati ce se asambleaza pe paturi fixe si in unele cazuri la sectiile de dublu fund, cand sudarea se face manual sau semiautomat. Schemele de sudare utilizate in acest caz respecta toate principiile prezentate anterior, avand insa o complexitate mult mai mare.
In figura 10.20 este prezentata o schema de sudare de acest tip ce presupune doua posturi de lucru simultan (schema cu doi sudori).
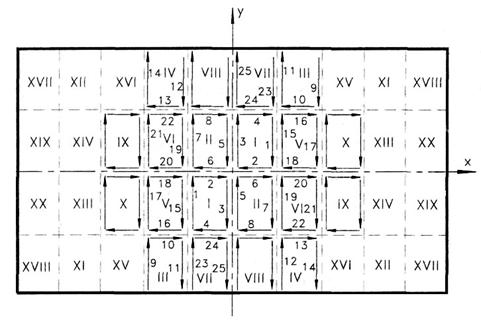
Figura 10.20. Schema de sudare a osaturii, in sistem celular, cu doi sudori.
In aceasta schema de sudare sunt notate cu aceiasi cifra romana, in ordine crescatoare, celulele ce urmeaza a fi sudate simultan. Schema de sudare urmareste incalzirea uniforma si cat mai simetrica a intregii constructii sudate. In acest scop celulele abordate simultan nu vor fi situate niciodata de aceeasi parte a axelor de simetrie x si y.
Sudarea incepe din celulele I si apoi II si se extinde apoi pe diagonala la celulele III si IV. Se revine apoi spre centrul sectiei sudandu-se celulele V si VI. Se continua dupa aceeasi idee spre periferie, pe directia axei y (celulele VII, VIII) si apoi pe directia axei x (celulele IX, X), dupa care se revine din nou pe directia celor 2 diagonale cu sudarea celulelor XI, XII, etc. In plus se au in vedere urmatoarele reguli si recomandari:
cordoanele bilaterale se sudeaza in sensuri contrare;
ordinea de executare a cordoanelor se indica prin cifre arabe, iar sensurile de sudare prin sageti;
diferenta dintre numerele de ordine a doua cordoane adiacente trebuie sa fie cat mai mare, dar de cel putin o unitate;
cordoanele avand acelasi numar de ordine vor fi executate in sensuri contrare in raport cu axele x si y;
daca sudarea se executa prin mai multe treceri, sensul cordoanelor la fiecare trecere se inverseaza;
. in cazul cordoanelor de lungime mare (situatie intalnita mai rar) ultima portiune de circa 1/4 din lungimea cordonului se va suda in sens contrar.
Dupa cum se observa cu usurinta, schemele de sudare sunt relativ complicate si din acest motiv aplicarea lor cu greseli, chiar sj neintentionate, poate fi frecventa. Pentru evitarea acestei situatii se recomanda marcarea pe invelis a sensului si ordinii in care se executa fiecare cordon. Marcarea se poate face inainte de incepere sudarii, sau chiar inaintea debitarii tablelor, odata cu marcarea liniilor teoretice ale elementelor de osatura.
Dupa cum se observa din schema prezentata, toate celulele sunt parcurse in acelasi sens (orar in acest caz) de unde si denumirea de schema de sudare rotativa.
Deoarece efectele favorabile sunt cu atat mai mari cu cat incalzirea intregii constructii sudate este mai uniforma, este recomandata conceperea unor scheme cu cat mai multi sudori.
In figura 10.21 este prezentata o schema cu 4 sudori (de regula numarul acestora este un numar par), schema care are totodata si avantajul unei productivitati in mod evident duble (durata procesului de sudare a sectiei este mult redusa).
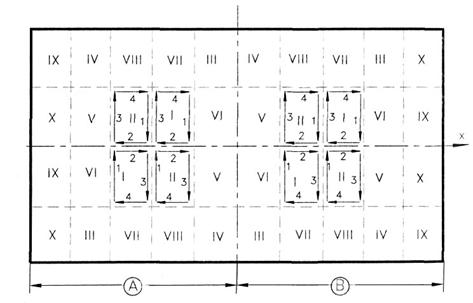
Figura 10.21. Schema de sudare cu patru sudori (varianta I).
In cazul acestei scheme de sudare, panoul sectiei este impartit in doua zone egale (A si B), fiecare dintre acestea fiind atacata incepand de la mijloc, repetand practic simultan schema din fig. 10.20 cu doi sudori. Numerotarea cu cifre arabe a ordinii de executare a cordoanelor se face pentru fiecare celula in parte cu cifre de la 1 la 4, si nu in continuare, pentru a usura urmarirea schemei.
Pentru ca schema sa rezulte corecta, celulele sudate simultan vor fi situate intotdeauna pe diagonala, fapt ce asigura respectarea restrictiilor prezentate anterior. In figura nu s-a mai facut numerotarea cordoanelor din celulele cu numere mai mari decat II, aceasta fiind identica sau asemanatoare celei din primele celule.
O alta varianta ce poate fi utilizata este cea schitata in fig. 10.22, la care cei 4 sudori pleaca din zona centrala spre periferie. In acest caz, primul cordon executat in cele patru celule I va fi dirijat diferit in raport cu cele doua axe: doua cordoane pe directia axei x si doua cordoane pe axa y. In caz contrar in schema ar aparea cordoane bilaterale executate simultan la acelasi element de osatura.
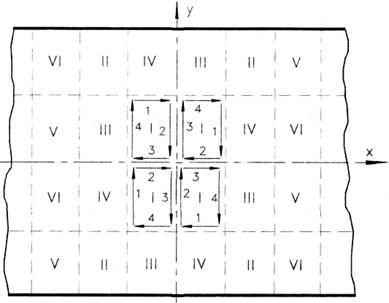
Figura 10.22. Schema de sudare cu patru sudori (varianta II).
Aceasta schema de sudare conduce la deformatii generale mai neuniforme pe lungimea sectiei (contractii pe directia axei y mai mici in zona centrala decat la cele 2 capete ale axei x).
Se desprinde concluzia ca este de preferat ca sudarea sa inceapa din mai multe locuri simultan, locuri distribuite cat mai uniform pe suprafata sectiei.
Respectarea unor scheme de sudare riguros concepute conduce in final la deformatii generale uniforme, fapt ce permite renuntarea la adaosurile de montaj. De fapt, adaosul de montaj se inlocuieste cu un adaos de contractie ce poate fi stabilit fie prin calcul, fie pe baze statistice, iar rosturile imbinarilor cap la cap dintre sectiile corpului navei la montajul pe cala vor rezulta constante.