|
|
|
|
TERMOPANUL

Tamplaria PVC - consideratii generale
Baza
ale elementelor de tamplarie,
cu denumirile specifice precum si cu principalele caracteristici ale profilelor, geamului termoizolant si feroneriei.
Un paragraf special este destinat diverselor accesorii ce se pot realiza in atelierul de tamplarie PVC
Notiuni de
baza
Elementele unui ansamblu de tamplarie
Tipuri de ferestre
In aceasta sectiune vor fi descrise principalele tipuri de deschidere oferite
de toate modelele de tamplarie indiferent de natura profilului folosit.
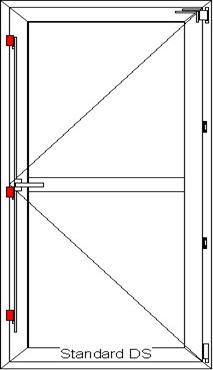
Ochiurile de geam fixe contin doar rama si geam, fara feronerie si sunt reprezentate in felul urmator:
Ochiuri mobile:
In teremeni specifici firmelor de
tamplarie termopan, aceasta deschidere mai este numita si
deschidere normala (simpla) sau batanta si se reprezinta grafic asa:
Deschiderea in plan vertical este cunoascuta sub numele de oscilanta sau
foarfeca si poate avea balamalele in partea inferioara sau superioara in
functie de necesitatile specifice.
Reprezenarea grafica a acestei deschideri este:
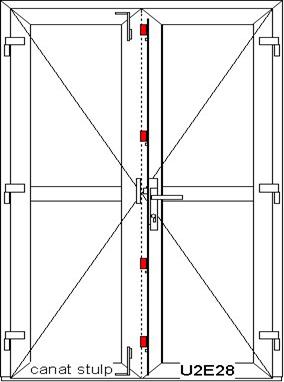
O varianta care castiga din ce in ce mai mult ca popularitate este deschiderea
oscilobatanta numita si dubla deschidere, fiind o varianta ce combina atat
deschiderea batanta cat si cea oscilanta intr-un singur ochi de fereastra. In
functia de solicitarile de aerisire, un ochi cu dubla deschidere poate fi
deschis normal sau in foarfeca. Si in mod grafic reprezentarea este o
combinatie a celor doua tipuri de deschidere.
Tehnologia
fabricarii elementelor de tamplarie PVC Masurarea
Masurarea golurilor sau a ferestrelor si usilor ce trebuiesc inlocuite este cea
mai importanta operatiune din procesul de fabricatie. O greseala la acest nivel
poate compromite ireversibil intreaga lucrare. Chiar si in cazul in care
tamplaria noua se monteaza in goluri pregatite anterior, este necesara
efectuarea de masuratori la fata locului deoarece pot apare diferente intre
proiect si realitate.
Dimensiunile
care se iau in considerare la masurare sunt inaltimea si latimea golului.
Deasemenea se masoara si grosimea peretelui pentru a stabili dimensiunile
glafurilor si a pervazelor exterioare. In figura urmatoare am reprezentat golul
din perete si dimensiunile cele mai importante.
La masurare se au in vedere urmatoarele:
intotdeauna se masoara ambele inaltimi si ambele latimi si se ia in
considerare cea mai mica dintre ele intotdeauna se masoara diagonalele
golurilor pentru a verifica daca colturile sunt in unghi de 90 de grade, in
cazul in care diagonalele difera, inseamna ca golul nu este dreptunghiular
lucru de care se tine cont la stabilirea dimensiunilor tamplariei
Dimensiunile masurate se noteaza pe o schita intocmita impreuna cu clientul.
Eventualele adaosuri tehnologice sau dimensiunea profilelor de legatura se iau
in considerare in urmatoarea etapa, la proiectare. Tot acum se stabilesc,
impreuna cu clientul, numarul si tipul deschiderilor pe care le va avea
tamplaria, elementele de feronerie ce urmeaza sa fie folosite, precum si tipul
de geam termoizolant folosit. Clientului i-se vor prezenta in aceasta etapa si
eventualele oferte de glafuri, plase impotriva insectelor, jaluzele, rulouri,.
Exista elemente specifice care deosebesc masuratorile pentru ferestre de
masuratorile pentru usi:
FERESTRE
La efectuarea masuratorilor pentru ferestre se pot intalni doua situatii:
Daca ferestrele (sau usile) se monteaza in goluri pregatite anterior si tencuite, se masoara latimea si inaltimea golului si se scad 20mm pe fiecare dimensiune. Aceasta distanta este necesara pentru a da posibilitatea montatorului sa impaneze fereastra inainte de a o ancora, si pentru a aplica un strat de spuma poliuretanica.
Daca ferestrele se monteaza in locul altor ferestre vechi, se demonteaza pervazele exterioare (daca este posibil) si se masoara golul pe suprafata exterioara a zidului exterior, apoi dimensionam fereastra in functie de golul din tencuiala exterioara (adica dimensionam fereastra dupa spaletul exterior) in asa fel incat tocul ferestrei sa nu se ingroape sub tencuiala mai mult de 10 mm. Deci, la dimensiunile golului exterior

trebuiesc adaugati cate 20 de mm atat pe inaltime cat si pe latime. In acest fel, daca demontarea se efectueaza cu grija, dupa montarea ferestrelor noi, nu mai este nevoie sa se refaca tencuiala exterioara.
 USI
USI
La efectuarea masuratorilor pentru usi se disting doua situatii:
In ambele situatii
trebuie lasat spatiu suficient pentru penele de montaj.
Dupa efectuarea masuratorilor, schitele cu dimensiuni se trec la proiectarea pe
calculator in vederea obtinerii desenului de executie si a ofertei de pret.
Desenul de executie impreuna cu devizul si oferta de pret se supun aprobarii
sefului de atelier (director tehnic) si apoi se prezinta clientului.
Cel care face masuratorile isi asuma responsabilitatea pentru exactitatea
acestora.
Tehnologia confectionarii tamplariei PVC in atelierul de productie
Toti furnizorii de sisteme de profile P.V.C., in mod obisnuit, pun la
dispozitia clientilor cataloage tehnice precum si manuale specifice fiecarui
sistem care descriu in amanunt elementele componente ale sitemului de profile,
materialele auxiliare precum si tehnologia de fabricatie. Aceasta brosura
prezinta cateva aspecte importante din procesul de fabricatie al ferestrelor si
usilor din profile de P.V.C., comune majoritatii sistemelor de profile P.V.C.
Printr-un atelier cu dotare minima se intelege un atelier care are:
Primele patru pozitii reprezinta utilaje si dispozitive specifice prelucrarii
profilelor din P.V.C. care se pot procura de la furnizori specializati, restul
fiind utilaje si scule comune care pot inlocui o serie de utilaje specifice si
se gasesc la furnizorii de scule si unelte generale.
Confectionarea ferestrelor si usilor din profile PVC avand la indemana un
atelier cu dotare minima se face in mai multe etape:
1. DEBITAREA
SI ARMAREA TOCURILOR
2. LIPIREA TOCURILOR
3. DEBAVURAREA
4. EXECUTAREA MONTANTILOR
5. DEBITAREA SI ARMAREA CERCEVELELOR
6. LIPIREA SI DEBAVURAREA CERCEVELELOR
7. MONTAREA GARNITURILOR
8. FREZAREA ORIFICIILOR DE SCURGERE
9. DEBITAREA
BAGHETELOR
10. MONTAREA FERONERIEI
11. CONTROLUL CALITATII
Fiecare din etapele de mai sus presupune
controale de calitate intermediare care se vor mentiona la sfarsitul fiecarei
etape. Scopul respectarii ordini operatiunilor este obtinerea in conditii de
calitate a ferestrelor si usilor din PVC si eliminarea pe cat posibil a
factorilor ce pot genera rebuturi.
In cadrul fiecarei etape am evidentiat si elemente de tehnica a securitatii
muncii specifice pentru lucrul pe utilaje. Paragrafele care se refera la
protectia muncii sunt scrise cu rosu. Pentru lucrul cu sculele electrice si
pneumatice normele de protectie a muncii sunt cele uzuale pentru acest tip de
activitate.