|
|
|
|
Tehnologia de asamblare si sudare a sectiilor plane
In categoria sectiilor plane intra o mare parte a elementelor prefabricate ale corpului si majoritatea sectiilor de suprastructura, respectiv peretii suprastructurilor navei. La corpul navei intalnim sectii plane in zona cilindrica a navei, la bordaje si in zona fundului. In aceeasi categorie sunt incluse sectiile de pereti transversali si longitudinali. In total, aproximativ 50% din sectiile navelor de tonaje medii si mari sunt sectii plane. Avand in vedere acest fapt, santierele navale moderne si-au dezvoltat linii tehnologice cu un grad ridicat de mecanizare si automatizare, numite linii de sectii plane, in vederea cresterii productivitatii si a nivelului calitativ al acestor elemente prefabricate.
In cele ce urmeaza va fi prezentata tehnologia clasica de asamblare a acestui tip de sectii, ulterior fiind abordate si particularitatile ce apar in cazul asamblarii acestora pe o linie de sectii plane.
Principalele etape tehnologice de asamblare a sectiilor plane sunt urmatoarele:
1. Asamblarea si sudarea tablelor de invelis
In aceasta etapa, tablele ce formeaza invelisul sunt dispuse pe platoul de asamblare, realizandu-se centrarea acestora dupa liniile teoretice ale elementelor de osatura ce sunt marcate pe acestea. Se verifica rosturile (luftul) imbinarilor cap la cap dintre filele de invelis, corectitudinea prelucrarii marginilor, dupa care se executa asamblarea in puncte de sudura, cu respectarea regulilor precizate anterior. Se sudeaza placutele de capat la inceputurile cordoanelor, conform schemei de sudare stabilite.
Un aspect important il constituie plasarea corecta a tablelor in raport cu suprafata teoretica a invelisului tinand cont de grosimea filelor (daca acestea au grosimi diferite). Daca este cazul pe platou se dispun laine de compensare a diferentelor de grosime si abia ulterior se trece la prinderea in puncte de sudura. Aceasta problema apare deoarece osatura sectiei, ce urmeaza a fi sudata ulterior, se amplaseaza pe fata interioara a invelisului sectiei (suprafata teoretica a invelisului).
In cazul tablelor debitate cu plasma trebuie sa se tina cont de faptul ca suprafata tablei face cu muchia debitata un unghi diferit de 90° (86°88°), astfel incat, la imbinarile fara prelucrare, tablele trebuie dispuse cu deschiderea unghiului in sus (fig. 11.1), tinand cont de partea pe care urmeaza sa se sudeze (astfel incat prima trecere sa se realizeze in canal).
In general, aceasta problema se realizeaza din start, daca inainte de debitarea tablelor se face marcarea pe acestea a liniilor teoretice, ele fiind reprezentate pe suprafata teoretica a invelisului la toate filele adiacente.
Astfel, in mod implicit, deschiderile lufturilor vor rezulta in pozitie corecta.
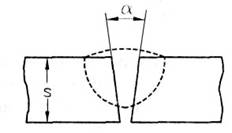
Figura Imbinarea cap la cap a doua file debitate cu plasma.
In continuare se executa lucrarile pregatitoare pentru sudare, curatarea lufturilor si se trece la sudarea filelor. In figura 11.2 este prezentata schema de sudare si schita axonometrica a etapei. Trebuie precizat faptul ca fiecare etapa tehnologica este insotita de o schita care prezinta aspectul general al sectiei la sfarsitul acelei etape. Schema de sudare aferenta poate fi reprezentata pe schita etapei sau separat, atunci cand acest lucru nu este posibil.
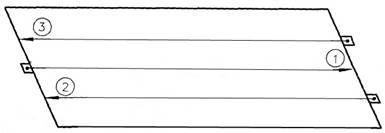
Figura 11.2. Asamblarea si sudarea tablelor invelisului.
Dupa sudarea filelor invelisului se verifica dimensiunile panoului si se completeaza, daca este cazul, trasajul liniilor teoretice in conformitate cu documentatia de trasaj. Fixarea prin sudare in puncte a panoului de platoul de asamblare nu este recomandabila. Pentru a impiedica desprinderea panoului de platou pe parcursul etapelor ulterioare, se recomanda fixarea acestuia pe contur dispunand din loc in loc placute de blocare sau alte sisteme similare celui din fig. 11.3.
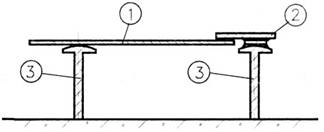
Figura 11.3. Sistem de blocare a panoului pe platoul de asamblare.
1 - panoul sectiei; 2 - sistem de blocare; 3 - platoul de asamblare.
Placutele de blocare a panoului pe planul platoului nu se vor suda de panou, pentru a permite manifestarea libera a contractiilor, fara a tensiona suplimentar sectia. In cazul sectiilor grele, cu grosimi mari ale invelisului, acestea se pot executa complet liber fara blocaje mecanice. In acest caz, pentru a tine sub control deformatiile, acolo unde este posibil se vor monta pe contur spioni (fig. 11.4). Este evident ca intre cele doua placute spion nu trebuie sa existe legatura mecanica.

Figura 11.4. Utilizarea placutelor spion.
2. Asamblarea si sudarea osaturii simple
In aceasta etapa, elementele de osatura simpla sunt centrate, tinandu-se cont de pozitia liniilor teoretice trasate pe panou. Se va avea in vedere dispunerea corecta a grosimii inimii si orientarea corecta a aripii sau bulbului profilului fata de liniile teoretice, in conformitate cu documentatia de trasaj. In fig. 11.5 este prezentat modul de dispunere a osaturii din profile laminate, respectiv flansate, in concordanta cu regulile privind liniile teoretice. Nerespectarea acestor reguli poate conduce la dificultati majore sau chiar la imposibilitatea asamblarii corpului navei.
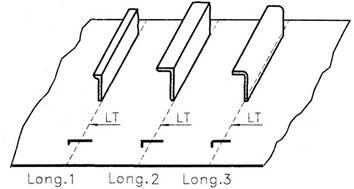
Figura 11.5. Dispunerea corecta a osaturii simple in raport cu liniile teoretice.
Asamblarea osaturii se face cu respectarea tuturor recomandarilor facute anterior (vezi paragraful reguli si masuri tehnologice generale folosite la asamblare), utilizand sculele speciale necesare. Schema etapei tehnologice, inclusiv cea de sudare este prezentata in fig. 11.6.
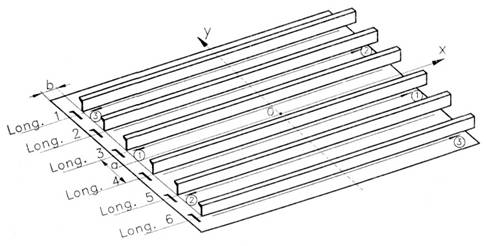
Figura 11.6. Asamblarea si sudarea osaturii simple.
Schema de sudare prezentata tine cont de numarul elementelor de osatura, astfel incat incalzirea sa fie cat mai uniforma si simetrica in raport cu axele sectiei, utilizandu-se doua posturi simultane de lucru (nu se sudeaza simultan de aceeasi parte a axei Ox sau Oy).
De regula, sudarea se face automat, dar exista si cazuri in care sudarea se executa manual. Daca sudarea se executa manual, se recomanda sudarea in trepte inverse, de lungime egala cu lungimea cordonului ce se poate realiza cu un singur electrod. In acest caz deformatiile provocate de sudare vor fi mai reduse, dar productivitatea va fi mai mica.
Schema de sudare prezentata ramane valabila, ea indicand ordinea si sensurile generale de sudare.
Sudarea pe cealalta parte se poate face dupa aceeasi schema, inversand sensurile de sudare. Contractiile vor fi mai uniforme daca sudarea de completare la radacina se face plecand de la periferie spre centru. In acest caz, cordoanele 4 vor fi sudate numai dupa racirea completa a cordoanelor 3 (fig. 11.7).
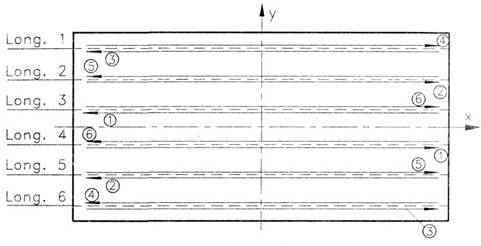
Figura 11.7. Schema de sudare a osaturii simple.
Daca sudarea se executa conform acestei scheme (fig. 11.7), lungimile finale ale laturilor sectiei paralele cu axa Ox vor rezulta egale cu lungimea sectiei masurata in axa, in timp ce daca se aplica schema din fig. 11.6, aceste lungimi vor rezulta mai mici (contractii neuniforme pe directia axei Ox).
Dupa sudare se face verificarea dimensiunilor generale precum si a tolerantei de dispunerea elementelor de osatura. Valorile admisibile sunt: Da = ± 2mm; Db = ± 5mm (vezi fig. 11.6).
Trebuie remarcat faptul ca in practica tehnologica a santierelor, dupa fiecare etapa tehnologica se trece la indreptarea sectiei, in vederea eliminarii pe cat posibil a deformatiilor locale. Operatia, gresit numita 'detensionare', este necesara deoarece se aplica scheme de sudare gresite sau nu se respecta schemele de sudare. Ca rezultat, apar deplanari ale panoului ce creeaza dificultati la asamblarea osaturii in etapele ulterioare.
Indreptarea sectiei, care nu reduce tensiunile remanente ci chiar introduce tensiuni suplimentare, se face de regula prin incalzire liniara sau locala si are ca efect aparitia unor deformatii locale remanente de sens contrar celor generate de sudare. Totodata, poate conduce la cresterea contractiei generale. Din aceasta cauza este mai indicat sa se stabileasca o tehnologie de asamblare si sudare corecta, care sa fie riguros respectata, astfel incat deformatiile locale sa se incadreze in limite acceptabile si ulterior, dupa finalizarea completa a sectiei, sa se treaca la indreptare.
3. Asamblarea si sudarea osaturii intarite
In aceasta etapa se verifica trasajul liniilor teoretice ale osaturii intarite, dupa care osatura este pozitionata in raport cu liniile teoretice urmand a se asambla in puncte de sudura. In etapa urmatoare se trece la sudarea osaturii de panou, pe baza schemei de sudare stabilite. Schita axonometrica a acestei etape este prezentata in fig. 11.8.
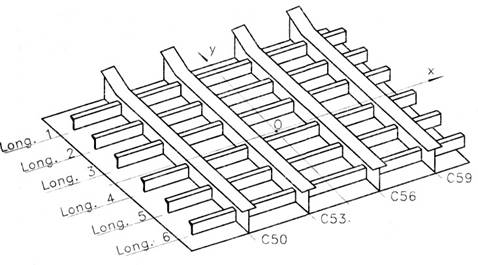
Figura 11.8. Asamblarea si sudarea osaturii intarite.
In acest caz, schema de sudare este de preferat a fi precizata separat, pentru a fi suficient de clara. Aceasta schema care respecta principiile prezentate anterior este data in figura 11.9.
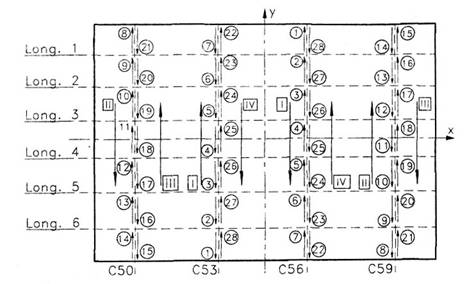
Figura 11.9. Schema de sudare a osaturii intarite.
Sudarea osaturii intarite se face de regula semiautomat, schema prezentata cu doi sudori putand fi aplicata si in cazul sudarii manuale. Cu cifre romane a fost precizata ordinea si sensul general de executare a cordoanelor, iar cu cifre arabe sunt prezentate secventele de executare a fiecarui cordon. Se observa ca s-a aplicat principiul metodei de sudare in trepte inverse cu precizarea ca sudarea cordoanelor 15 va incepe numai dupa racirea completa a cordoanelor 14.
Schema de sudare din figura 11.9 poate fi aplicata si in cazul sudarii cu patru posturi de lucru, caz in care cordoanele I si II, respectiv III si IV vor fi executate simultan in acest caz, timpul de sudare se reduce la jumatate, concomitent cu o mai buna uniformizare a contractiilor generale. Dupa sudarea osaturii intarite pe panou se trece la sudarea osaturii simple de cea intarita.
Dupa finalizarea sectiei se face verificarea deformatiilor generale si locale si daca acestea nu se incadreaza in tolerantele admise se face indreptarea prin incalzire liniara si locala. In final se preda sectia la controlul tehnic de calitate.