|
|
|
|
Imbinari de colt
Aceste imbinari sunt alcatuite din elemente asezate perpendicular, avand marginile tesite sau nu, in functie de grosimea materialului, imbinarile de colt pot fi:
. continue - unilaterale;
-bilaterale.
.discontinue -unilaterale;
-in zig-zag;
-in pieptene;
-in lant.
Imbinarile discontinue (fig. 5.7) sunt caracterizate de lungimea cordonului 1 si pasul sudurii p.
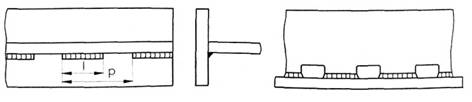
a) unilaterala discontinua c) in pieptene
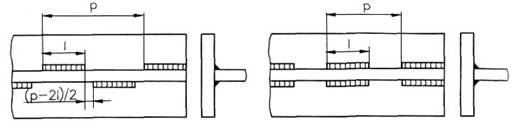
b) in zig-zag d) in lant
Figura 5.7. Tipuri de imbinari discontinue.
Imbinarile in gauri constituie un caz particular al imbinarilor de colt, caz in care cele doua elemente imbinate sunt suprapuse. Cordonul de sudura are aspectul unui cordon de colt, fiind depus in orificiile practicate in una din piese. Imbinarile in gauri pot fi cu gauri rotunde sau ovale (fig.5.8).
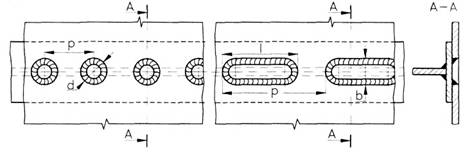
a) in gauri rotunde b) in gauri ovale
Figura 5.8. Tipuri de imbinari in gauri.
Imbinarile in gauri sunt caracterizate de urmatoarele dimensiuni: pasul p si diametrul d pentru gaurile rotunde respectiv de lungimea 1, latimea b si pasul p pentru gaurile ovale.
1 Elementele geometrice ale cordonului
Sectiunea transversala a cordonului de sudura este caracterizata de urmatoarele elemente geometrice (fig. 5.9):
So, Sv - adancimea de patrundere in tabla orizontala si verticala;
e - adancimea de patrundere;
Ko, Kv - cateta orizontala, respectiv verticala;
a - inaltimea cordonului;
f-sageata cordonului.
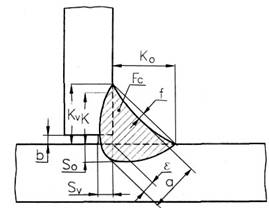
Figura 5.9. Elementele geometrice ale cordonului in cazul imbinarilor de colt.
Pentru imbinarile de
colt se constata experimental ca Sv = So
= 0,51 mm. Din acest motiv se considera ca imbinarea se formeaza
exclusiv din materialul de adaos, deci e = 0. Pentru ca sudura sa fie
eficace, trebuie ca valorile Kv si Ko sa fie
egale: Kv = Ko = K => Fc = K*K/2![]()
![]()
Cordonul de sudura se poate forma astfel incat sageata f sa fie pozitiva sau negativa, inaltimea a luand in acest caz valori cuprinse intre (0,7 1)K. Trebuie mentionat ca nu se accepta sageata negativa. Conform STAS, dimensiunea a se numeste inaltimea sau calibrul cordonului. Dupa standardele GOST, calibrul sudurii este definit de cateta K. Acoperitor, se considera ca relatia dintre acestea trebuie sa fie a = 0,7K. In calcule, sectiunea rezistenta a cordonului este definita de inaltimea acestuia a, neglijandu-se suprainaltarea. Din acest motiv, se cauta ca sudurile de colt sa aiba sageata f = 0, valoare pentru care sectiunea Fc este minima.
2 Prelucrarea marginilor
La imbinarea prin sudare manuala a pieselor groase, pentru a mari
adancimea de patrundere a cordonului, si deci sectiunea acestuia, se prelucreaza muchiile adiacente, in conformitate cu unul din cele doua desene prezentate in figura 5.10.
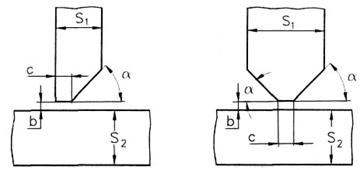
a) prelucrare in 1/2V b) prelucrare in K
Figura 5.10. Prelucrarea marginilor pentru imbinarile de colt
Prelucrarea tip 1/2 V, se practica pentru table cu grosimi cuprinse intre valorile S1 = (1024)mm, iar prelucrarea tip K pentru grosimi S1 = (16 40)mm, celelalte dimensiuni luand urmatoarele valori: a = 50° ± 5°, b = (03)mm = f(S1) si c = (02)mm = f(S1).
Pentru sudarea automata, unghiul a si pragul c se aleg mai mari decat la sudarea manuala, prelucrarile utilizate fiind aceleasi.