|
|
|
|
Geneza tensiunilor remanente la sudura
Particularitatile principale in dezvoltarea proceselor de deformare sub actiunea unor forte in timpul sudarii se pot analiza la otelurile cu procent scazut de carbon si slab aliate tinand cont de o serie de ipoteze simplificatoare:
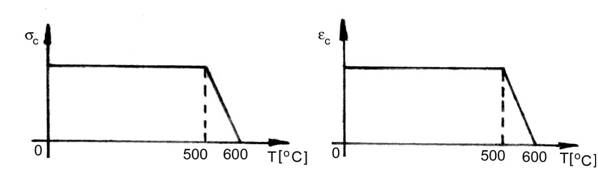
Figura Raportul limita de curgereFigura 10.2. Raportul temperatura
Temperatura. deformatii elastice relative.
Imbinarea sudata se poate imparti in trei zone: zona mijlocie puternic incalzita, care include cordonul de sudura si portiunile adiacente ale metalului de baza si doua zone marginale neincalzite.
In aceasta situatie se considera ca la incalzirea zonei de mijloc, temperatura este distribuita uniform. Astfel, zona de mijloc se prezinta ca o bara cu sectiune dreptunghiulara la deformarea careia in timpul incalzirii si racirii se aplica anumite legaturi din zonele marginale neincalzite. Pentru o analiza aproximativa a proceselor de deformare din zona incalzita a imbinarii sudate se poate lua in mod conventional, modelul cel mai simplu sub forma unei bare drepte incastrate la capete si supuse incalzirii si racirii uniforme. O astfel de bara este prezentata in figura 10.3. Dupa analiza tensiunilor si deformatiilor din bara se trece la un model mai complex de imbinare sudata si anume placa cu crestaturi, prezentata in figura 10.4.
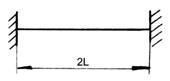
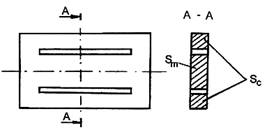
Figura 10.3. Bara incastrata. Figura 10.4. Placa cu crestaturi.
Zona de mijloc a placii corespunde zonei de mijloc incalzite a imbinarii sudate, iar zonele marginale corespund zonelor neincalzite ale imbinarii. In placa cu crestaturi zona centrala este supusa incalzirii si racirii, temperatura fiind considerata ca se distribuie uniform. De asemenea se presupune ca nu exista schimb de caldura din zona centrala spre margini atat prin crestaturi cat si prin zonele marginale. Astfel, in procesul de incalzire si racire a zonei centrale, zonele marginale raman neincalzite. Deformarea libera a zonei de mijloc la incalzire si racire nu este posibila din cauza existentei legaturilor cu zonele de capat. Din acest motiv in zonele placii vor apare tensiuni elastice si deformatii elastice precum si altele remanente. Procesul de formare si dezvoltare a deformatiilor si tensiunilor din placa cu crestaturi in timpul incalzirii si racirii zonei de mijloc este asemanator cu cel care are loc in imbinarea sudata. De aceea placa cu crestaturi se considera un model de imbinare sudata. Deformatia liniara totala intr-un punct, etot este formata din suma deformatiilor termice, et, a deformatiilor elastice, eel si a deformatiilor plastice epl. Vom analiza producerea deformatiilor si toate componentele ei in zonele unei placi si intr-o bara. Analiza se va face prin construirea unor diagrame termomecanice in coordonate deformatie-temperatura.
1. Deformatii la incalzirea si racirea unei bare. Trasarea diagramei termomecanice e-T
Vom analiza o bara de lungime l, fixata rigid, care se incalzeste pornind de la 0 C pana la o temperatura Tk, mai mare decat temperatura de trecere a materialului in stare plastica (pentru otel ~600 C) si se raceste apoi pana la 0 C. Pentru o astfel de bara se va construi o diagrama termomecanica e-T, prezentata in figura 10.5.
Daca bara ar fi nefixata, la incalzirea sa la o anumita temperatura, aceasta ar creste in lungime dupa legea:
![]() (10.1)
(10.1)
Alungirea termica relativa a barei va fi:
![]() (10.2)
(10.2)
In diagrama, et (deformatia termica) se reprezinta printr-o linie dreapta. Prin sageti este indicata modificarea deformatiei termice la incalzire si racire.
Deoarece bara este incastrata, deformatia termica de alungire este impiedecata si se transforma in deformatie elastica de compresiune daca T T1 si anume.
![]() (10.3)
(10.3)
In diagrama deformatia elastica de compresiune din bara este reprezentata printr-o dreapta indreptata in jos in zona deformatiilor negative. Unghiurile de inclinare a dreptelor pentru deformatiile termica si elastica fata de axa temperaturilor sunt egale. Dreapta deformatiilor elastice este simetric oglinda cu dreapta deformatiilor termice fata de axa orizontala a temperaturilor.
Daca legaturile aplicate barei nu ar fi absolut rigide, atunci unghiul de inclinare al dreptei pentru deformatia elastica ar fi mai mic si s-ar micsora odata cu cresterea flexibilitatii.
Deformatia elastica de compresiune in bara va creste odata cu temperatura pana la T1, cand va atinge nivelul -et. In ipoteza existentei corpului elasticoplastic ideal, cresterea in continuare a deformatiei elastice la o crestere a temperaturii mai mare decat T1, nu este posibila. Deformatia elastica va ramane la nivelul -et pana la temperatura de 500 C. In intervalul (500-600) C deformatia termica se micsoreaza dupa o lege liniara pana la zero. Acest lucru inseamna ca deformatia elastica de compresiune in bara in acest domeniu de temperatura se va schimba dupa aceiasi lege. Cand este atinsa temperatura de 600 C materialul barei isi pierde proprietatile elastice si in intervalul (600-Tk) C, deformatia elastica va fi egala cu zero atat la incalzirea cat si la racirea barei.
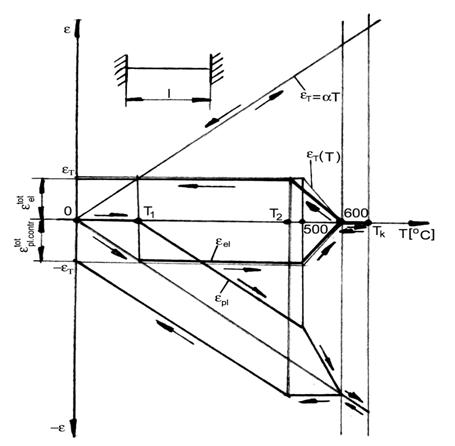
Figura 10.5. Diagrama termomecanica e-T pentru bara incastrata.
La racirea de la 600 C in jos, contractia termica proportionala cu scaderea temperaturii nu se realizeaza datorita prezentei legaturilor. Atata timp cat scaderea temperaturii nu depaseste T2, intreaga deformatie termica de contractie se va transforma in deformatie elastica de dilatatie care va creste pe masura scaderii temperaturii, dupa o linie dreapta, paralela cu portiunea initiala pentru deformatia elastica in intervalul de la 0 la T1. La T2 deformatia elastica de intindere din bara atinge nivelul deformatiei termice, et si in procesul de racire ulterioara de la T2 pana la zero va ramane fara modificari datorita corpului elastico-plastic ideal. Astfel, dupa racirea completa in bara vor exista deformatii elastice remanente de intindere et si tensiuni remanente de intindere egale cu limita de curgere a materialului Rc.
In orice moment al incalzirii si racirii barei, tensiunile din ea vor fi proportionale cu deformatia elastica. Din acest motiv construirea suplimentara a diagramei de modificare a tensiunilor nu este necesara. Pentru a vedea de ce au aparut tensiuni remanente in bara, se analizeaza dupa racirea totala expresia deformatiei totale etot
![]() (10.4)
(10.4)
Deoarece
bara este fixata rigid in orice moment al incalzirii si
racirii, deci si in stare remanenta, etot = 0.
Pentru starea remanenta ![]() , deoarece T = 0. Din diagrama se vede ca dupa
racirea totala deformatia elastica remanenta este
egala cu deformatia termica:
, deoarece T = 0. Din diagrama se vede ca dupa
racirea totala deformatia elastica remanenta este
egala cu deformatia termica:
![]() (10.5)
(10.5)
Inlocuind in relatia 10.5 obtinem expresia deformatiei elastice remanente:
![]() (10.6)
(10.6)
Prin
urmare, deformatia elastica remanenta in bara apare din
cauza formarii in ea a deformatiei remanente plastice. Pentru a
explica aparitia in bara a deformatiei remanente plastice se
analizeaza modul de formare al deformatiilor plastice din bara.
Analizand formarea deformatiei plastice totale, ![]() , trebuie sa urmarim in paralel formarea
deformatiei elastice eel
, trebuie sa urmarim in paralel formarea
deformatiei elastice eel
In
intervalul de la 0 la T1, deformatia elastica de
compresiune este mai mica decat deformatia termica. Acest lucru
inseamna ca in intervalul considerat deformatia plastica in
bara nu se produce. Daca bara nu ar avea legaturi,
cresterea temperaturii in bara de la T1 la DT ar duce la o alungire a acesteia ![]() . Bara fiind incastrata aceasta deformare de
alungire nu se poate realiza. Deformatia nu se poate transforma in
deformatie elastica deoarece aceasta a atins nivelul limitei de
curgere. Ramane o singura posibilitate si anume de a se
transforma in deformatie plastica de compresiune.
. Bara fiind incastrata aceasta deformare de
alungire nu se poate realiza. Deformatia nu se poate transforma in
deformatie elastica deoarece aceasta a atins nivelul limitei de
curgere. Ramane o singura posibilitate si anume de a se
transforma in deformatie plastica de compresiune.
Rezulta ca in intervalul de la T1 la 500 C deformatia de compresiune din bara se va prezenta ca o dreapta care are o imagine in oglinda fata de axa temperaturilor a dreptei pentru et, dusa din T1.
In acest interval analizat deformatia plastica de compresiune a barei se dezvolta numai pe seama unui singur factor: cresterea temperaturii.
In intervalul de temperatura de la 500 la 600 C pe langa cresterea temperaturii, un aport in formarea deformatiei plastice de compresiune il aduce si relaxarea deformatiei elastice (transformarea treptata a deformatiei elastice in deformatie plastica).
In
diagrama se vede ca la 500 C, ![]() , si apoi scade liniar pana la zero la 600 C.
, si apoi scade liniar pana la zero la 600 C.
Are loc astfel un proces de transformare treptata a deformatiei elastice in conditiile existentei constante a deformatiei totale. Aproape de 600 C toata deformatia elastica de compresiune se transforma in deformatie plastica de compresiune. De aceea linia pentru epl(T) de pe diagrama incepand cu momentul T1, capata o indoitura in jos. Procesul de formare al deformatiei plastice va continua pana la 600 C. Peste 600 C actioneaza din nou un singur factor: cresterea temperaturii. Astfel in intervalul de la 600 C la Tk deformatia plastica de compresiune a barei se va dezvolta dupa o dreapta analoaga cu cea din intervalul T1-500 C.
In faza de racire, in intervalul de la Tk la 600 C (atata timp cat materialul barei are caracteristici elastice si bara este fixa) scaderea temperaturii va duce la formarea in bara a deformatiei plastice de intindere.
Traseul
liniei deformatiei plastice in acest interval, in timpul racirii va
coincide cu traseul aceleiasi linii in faza de incalzire. La
racirea sub 600 C pana la T2
deformatia elastica de intindere este sub nivelul lui et(T). In
acest interval deformatia plastica in bara nu se produce
(dreapta orizontala dupa diagrama) si ramane la
acelasi nivel ca si la 600 C. Incepand cu T2 si pana la 0 C in bara se formeaza deformatia
plastica de alungire (pe seama reducerii temperaturii cand ![]() ), care compenseaza compresiunea plastica
existenta (ridicarea liniei epl(T) din
diagrama).
), care compenseaza compresiunea plastica
existenta (ridicarea liniei epl(T) din
diagrama).
Dupa
racirea totala ![]() . Se observa ca nu s-a produs o compensare
totala a compresiunii plastice produse in faza de incalzire. In
diagrama se vede ca deformatia plastica de compresiune in
faza de incalzire care este conditionata de actiunea
factorului cresterea temperaturii, se compenseaza in
totalitate prin alungirea plastica in faza de racire, care este
conditionata de acelasi factor de temperatura. Altfel spus
deformatia plastica totala din bara care se produce datorita
schimbului de temperatura la incalzire si racire si
cand se mentine neschimbata starea de tensiune, este egala cu
zero si nu ia parte la formarea starii de tensiuni remanente.
. Se observa ca nu s-a produs o compensare
totala a compresiunii plastice produse in faza de incalzire. In
diagrama se vede ca deformatia plastica de compresiune in
faza de incalzire care este conditionata de actiunea
factorului cresterea temperaturii, se compenseaza in
totalitate prin alungirea plastica in faza de racire, care este
conditionata de acelasi factor de temperatura. Altfel spus
deformatia plastica totala din bara care se produce datorita
schimbului de temperatura la incalzire si racire si
cand se mentine neschimbata starea de tensiune, este egala cu
zero si nu ia parte la formarea starii de tensiuni remanente.
In bara ramane deformatia plastica conditionata de desfasurarea procesului de relaxare in cursul caruia s-a schimbat starea de tensiune din bara.
Analiza efectuata asupra formarii deformatiilor din bara duce la o concluzie importanta si anume: marimea deformatiei plastice si a deformatiei elastice din bara nu depinde de caracterul curbei et(T)
Formulele care rezulta din diagrama termomecanica pentru deformatia totala si componentele ei in orice moment al incalzirii si racirii barei sunt urmatoarele:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Temperatura T1 se determina din conditia:
![]()
Atunci
conform diagramei: ![]()
2. Deformatii la incalzirea si racirea unei placi cu crestaturi. Trasarea diagramei termomecanice e-T pentru cazul Sm<Sc
Suprafata sectiunii transversale S a placii cu crestaturi consta din suma suprafetelor de mijloc Sm si a suprafetelor de capat Sc.
Diagrama termomecanica (figura 10.6) se va analiza si construi pentru cazul Sm< Sc deoarece practic aproape intotdeauna in imbinarea sudata latimea zonei puternic incalzite este mai mica decat latimea restului imbinarii.
Daca zona de mijloc nu ar avea
legatura cu zonele marginale, atunci la o incalzire
uniforma a ei pana la o temperatura T T1
s-ar putea produce o crestere a lungimii ![]() . Acest lucru inseamna ca deformatia sa
termica
. Acest lucru inseamna ca deformatia sa
termica ![]() pe tot parcursul
incalzirii si racirii. In diagrama din figura 10.6
deformatia termica a zonei de mijloc este indicata prin
segmentul de dreapta et. Sagetile
indica sensul de schimbare a deformatiei termice la incalzire
si racire. Zonele de capat nu se incalzesc si de aceea
pentru ele
pe tot parcursul
incalzirii si racirii. In diagrama din figura 10.6
deformatia termica a zonei de mijloc este indicata prin
segmentul de dreapta et. Sagetile
indica sensul de schimbare a deformatiei termice la incalzire
si racire. Zonele de capat nu se incalzesc si de aceea
pentru ele ![]() .
.
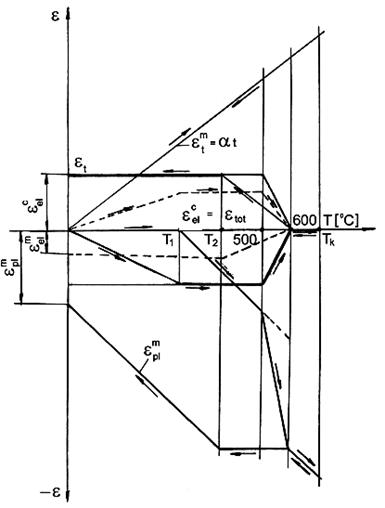
Figura 10.6. Diagrama termomecanica e-T pentru placa cu crestaturi.
Cresterea libera a lungimii zonei de mijloc la incalzirea ei nu este posibila din cauza prezentei legaturilor cu zonele de capat. Din acest motiv in zona de mijloc apar deformatii elastice de compresiune, iar in zonele de capat apar deformatii elastice de intindere.
Astfel, se poate vorbi de forte interne de compresiune in zona de mijloc:
![]() (10.7)
(10.7)
si de intindere in cele doua zone de margine:
![]() (10.8)
(10.8)
Daca se face o sectiune transversala arbitrara si se ia de exemplu partea dreapta, atunci pentru pastrarea echilibrului, partii stange ramase, sectiunii trebuie sa i se aplice fortele de sus Fm si Fc.
Suma proiectiilor acestor doua forte pe axa orizontala este:
![]() (10.9)
(10.9)
Aceasta este conditia de echilibru a fortelor interne din placa cu crestaturi care trebuie sa aiba loc in orice moment al incalzirii si racirii zonei de mijloc. Ea se poate prezenta si sub forma:
![]() (10.10)
(10.10)
Problema care se pune in continuare este de a determina legea de modificare a deformatiilor din zonele placii de la 0 la T1.
In primul rand trebuie indeplinita conditia echilibrului (10.10), iar in al doilea rand conform ipotezei sectiunilor plane, deformatia totala din zona de mijloc trebuie sa fie in totdeauna egala cu deformatia din zonele marginale si anume:
![]() (10.11)
(10.11)
Sub forma dezvoltata relatia (10.11) se poate scrie:
![]() (10.12)
(10.12)
In zona de mijloc ![]() , iar in zonele de margine
, iar in zonele de margine ![]() deoarece ele nu se incalzesc. In zona de mijloc si
in zonele de margine la
deoarece ele nu se incalzesc. In zona de mijloc si
in zonele de margine la ![]() , deformatiile plastice lipsesc, adica
, deformatiile plastice lipsesc, adica ![]() , si relatia (10.12) se transforma astfel:
, si relatia (10.12) se transforma astfel:
![]() (10.13)
(10.13)
Introducem relatia (13.40) in relatia (10.10) si dupa efectuarea calculelor obtinem:
![]() (10.14)
(10.14)
Considerand relatia (10.13) din relatia (10.14) obtinem:
![]() (10.15)
(10.15)
Astfel din relatiile (10.14) si (10.15)
se observa ca la ![]() deformatiile
elastice din zonele placii se modifica conform legii liniare deoarece
suma valorilor absolute a deformatiilor elastice este egala cu aT,
adica cu deformatia elastica a zonei de mijloc.
deformatiile
elastice din zonele placii se modifica conform legii liniare deoarece
suma valorilor absolute a deformatiilor elastice este egala cu aT,
adica cu deformatia elastica a zonei de mijloc.
In diagrama schimbarea deformatiilor elastice in zonele placii in intervalul de temperatura considerat este indicata de liniile inclinate. Unghiul de inclinare fata de axa temperaturilor a liniilor pentru deformatia elastica a zonei de mijloc este mai mic deoarece zonele de margine nu sunt fixate absolut rigid si au o anumita flexibilitate cu cresterea careia inclinarea dreptei se reduce. Unghiul de inclinare fata de aceeasi axa a temperaturii a liniei pentru deformatia elastica a zonelor de margine este mai mic decat deformatia elastica din zona de mijloc deoarece aria sectiunii zonelor de capat este mai mare decat cea a zonei de mijloc.
Cand T = T1 deformatia
elastica de compresiune din zona de mijloc atinge valoarea -et, iar deformatia de
intindere din zona marginala este egala cu ![]() . Temperatura T1 se poate determina din
relatia:
. Temperatura T1 se poate determina din
relatia:
![]() (10.16)
(10.16)
La cresterea temperaturii peste T1
in zona de mijloc cresterea deformatiei elastice nu mai este
posibila datorita ipotezelor. De aceea de la T1 si
pana la 500 C, ![]() . Deci, trebuie sa ramana fara
modificari si deformatiile elastice de intindere din zonele
marginale
. Deci, trebuie sa ramana fara
modificari si deformatiile elastice de intindere din zonele
marginale ![]() .
.
In intervalul de la 500 la 600 C deformatia termica et se reduce liniar. De asemenea se va modifica si deformatia elastica de compresiune din zona de mijloc. Conform conditiei de echilibru a fortelor longitudinale interne, trebuie sa se reduca liniar in acest interval de temperatura si deformatiile elastice de intindere din zonele de capat.
In punctul T = 600 C calitatile elastice ale materialului din zona de mijloc dispar si de aceea in intervalul 600 C - Tk deformatiile elastice in zonele placii la incalzire si racire, nu vor exista. Reducerea temperaturii in zona de mijloc pana la 600 C trebuia sa fi dus la contractia zonei de mijloc cu o valoare proportionala cu scaderea temperaturii. Aceasta scurtare nu se poate realiza deoarece exista legaturi la capete. Datorita acestui aspect in zona de mijloc apar deformatii elastice de intindere iar in zonele de capat apar deformatii elastice de compresiune.
Aceste deformatii vor creste dupa
aceeasi lege ca la incalzire in limitele de la 0 la T1.
Astfel procesul va continua pana la T2, la care in zona
mijlocie deformatiile elastice de intindere ating nivelul deformatiei
termice. La aceasta temperatura in zonele de capat compresiunea
elastica atinge valoarea -![]() . Racirea in continuare a zonei de mijloc sub T2
nu provoaca modificarea deformatiilor elastice in zonele placii
din motivele care au fost indicate pentru faza de incalzire in intervalul
de la 0 la 500 C. Astfel in stare
remanenta dupa o racire completa zona de mijloc se va
dilata pana la valoarea limitei de curgere sc, iar zonele de capat se
comprima pana la valori:
. Racirea in continuare a zonei de mijloc sub T2
nu provoaca modificarea deformatiilor elastice in zonele placii
din motivele care au fost indicate pentru faza de incalzire in intervalul
de la 0 la 500 C. Astfel in stare
remanenta dupa o racire completa zona de mijloc se va
dilata pana la valoarea limitei de curgere sc, iar zonele de capat se
comprima pana la valori: ![]()
Se explica in continuare mecanismul de formare in placa cu crestaturi a tensiunilor remanente.
Pentru orice punct al sectiunii transversale a placii cu crestaturi in stare remanenta putem scrie:
 (10.17)
(10.17)
Se integreaza partea dreapta si partea stanga pe latimea placii si se obtine:
![]() (10.18)
(10.18)
Prima integrala care se afla in partea dreapta este egala cu zero deoarece deformatiile elastice din sectiune sunt echilibrate. Prin urmare se obtine:
![]() (10.19)
(10.19)
si inseamna ca starea de tensiune din placa apare in stare remanenta in urma deformatiilor plastice remanente in zona de mijloc deoarece in zonele marginale, asa cum reiese si din diagrama, in cursul unui ciclu de incalzire si racire, deformatiile nu ating nivelul limitei de curgere.
In continuare se va analiza dezvoltarea
deformatiilor plastice din zona de mijloc a placii la o
incalzire si racire a acesteia. In intervalul de la 0 la T1
avem ![]() si de aceea in
acest interval
si de aceea in
acest interval ![]() . Deformatia plastica de compresiune incepe sa
se formeze de la temperatura T1 si peste aceasta. Fiecare
crestere de temperatura DT creeaza cresterea
lungimii zonei de mijloc care se transforma integral in compresiune
plastica deoarece deformatia elastica nu se mai modifica.
De aceea deformatia plastica de compresiune va creste dupa
o linie dreapta dusa in jos din punctul T1 cu un unghi
fata de axa temperaturilor la fel ca si pentru dreapta
deformatiilor termice et. Astfel procesul de
dezvoltare a deformatiei plastice de compresiune va avea loc pana la
temperatura de 500 C.
. Deformatia plastica de compresiune incepe sa
se formeze de la temperatura T1 si peste aceasta. Fiecare
crestere de temperatura DT creeaza cresterea
lungimii zonei de mijloc care se transforma integral in compresiune
plastica deoarece deformatia elastica nu se mai modifica.
De aceea deformatia plastica de compresiune va creste dupa
o linie dreapta dusa in jos din punctul T1 cu un unghi
fata de axa temperaturilor la fel ca si pentru dreapta
deformatiilor termice et. Astfel procesul de
dezvoltare a deformatiei plastice de compresiune va avea loc pana la
temperatura de 500 C.
In intervalul de la 500 la 600 C deformatia plastica de compresiune se va definii prin actiunea a trei factori: cresterea temperaturii in zona, relaxarea deformatiei elastice de compresiune in zona de mijloc (vezi diagrama) si reducerea deformatiilor elastice de intindere din zonele marginale
Procesul de reducere a deformatiilor elastice
de intindere din zonele de mijloc prin relaxare nu trebuie mentionat
deoarece deformatia elastica din ele nu se transforma in deformatie
plastica ci pur si simplu se reduce ca marime conform
conditiei de echilibru cu deformatia elastica din zona mijlocie.
La reducerea deformatiei elastice a zonelor marginale acestea se vor
scurta si cu aceeasi valoare a scurtarii se va comprima plastic
zona de mijloc deoarece ea nu rezista. Astfel linia ![]() in punctul 500 C
se frange in jos. La temperatura T>600 C
actioneaza numai factorul temperatura si de aceea linia
pentru
in punctul 500 C
se frange in jos. La temperatura T>600 C
actioneaza numai factorul temperatura si de aceea linia
pentru ![]() se va orienta
dupa o dreapta paralela cu portiunea T1-500 C.
se va orienta
dupa o dreapta paralela cu portiunea T1-500 C.
La racirea de la Tk la 600 C
ne intoarcem inapoi dupa aceeasi dreapta ca la incalzire.
In punctul 600 C materialul din zona mijlocie
capata proprietati elastice si in el incep sa
creasca deformatiile elastice de dilatatie ![]() . Datorita acestui aspect in intervalul de la 600 C
la T2 deformatiile plastice in zona de mijloc nu se produc
si raman constante, la acelasi nivel ca si la T = 600 C.
In diagrama acest lucru este reprezentat printr-o linie orizontala.
. Datorita acestui aspect in intervalul de la 600 C
la T2 deformatiile plastice in zona de mijloc nu se produc
si raman constante, la acelasi nivel ca si la T = 600 C.
In diagrama acest lucru este reprezentat printr-o linie orizontala.
Din T2 si sub aceasta
temperatura ![]() , si de aceea in zona de mijloc se produc
deformatii plastice de alungire datorita unui singur factor:
temperatura. Alungirea plastica compenseaza treptat compresiunea care
a aparut in faza de incalzire. Totusi dupa cum se vede din
diagrama nu se face a compensare completa a compresiunii plastice.
Marimea determinata a deformatiei plastice de contractie
ramane si dupa racirea completa. Aceasta
marime se poate determina din urmatoarele considerente:
, si de aceea in zona de mijloc se produc
deformatii plastice de alungire datorita unui singur factor:
temperatura. Alungirea plastica compenseaza treptat compresiunea care
a aparut in faza de incalzire. Totusi dupa cum se vede din
diagrama nu se face a compensare completa a compresiunii plastice.
Marimea determinata a deformatiei plastice de contractie
ramane si dupa racirea completa. Aceasta
marime se poate determina din urmatoarele considerente:
Conform ipotezei sectiunilor plane:
![]() (10.20)
(10.20)
pentru starea remanenta relatia (10.20) se poate scrie sub forma:
![]() (10.21)
(10.21)
prin urmare tinand cont de valoarea deformatiilor elastice se poate scrie:
![]() (10.22)
(10.22)
Marimea deformatiei plastice remanente de contractie din zona de mijloc este egala ca valoare absoluta cu suma deformatiilor elastice din zonele placii cand T = 500 C, care s-au transformat in deformatie plastica a zonei mijlocii.
De aici rezulta ca deformarea plastica din zona mijlocie, conditionata de actiunea factorului temperatura nu influenteaza starea de tensiuni. In intervalele de temperatura cand a avut loc o astfel de deformare plastica, starea de tensiune a placii nu s-a schimbat. Asupra formarii starii de tensiuni si deformatii remanente a placii a actionat deformarea plastica care s-a produs in conditiile modificarii starii de tensiune si a fost legata de trecerea deformatiei elastice in deformatie plastica
Astfel, analiza dezvoltarii deformatiilor plastice din zona de mijloc s-a incheiat.
In zonele de margine ale placii a existat numai deformatie elastica care in acelasi timp a reprezentat si o deformare totala pentru zonele marginale, iar in virtutea aplicabilitatii ipotezei sectiunilor plane - si pentru zona mijlocie.
Temperatura T2 se poate determina din relatia:
 (10.23)
(10.23)
Relatiile pentru toate deformatiile din zonele placii pe domenii de temperatura sunt urmatoarele:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
Epurele tensiunilor longitudinale din zonele placii in diferite momente ale incalzirii si racirii sunt prezentate in figura 10.7.
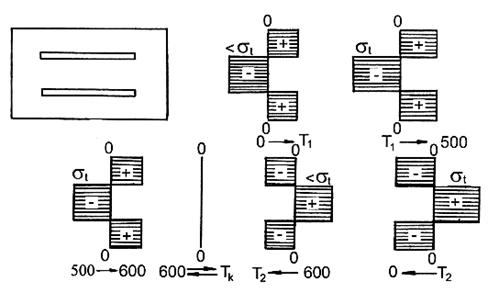
Figura 10.7. Epurele tensiunilor longitudinale in zonele placii.
3. Formarea deformatiilor si tensiunilor in imbinarea sudata
Se analizeaza procesul de formare al deformatiilor si tensiunilor din imbinarea sudata in conditiile respectarii ipotezelor prezentate la capitolul Ne imaginam ca inainte de sudare piesele de sudat au fost sectionate in fasii longitudinale si sprijinite in partea inferioara pe un suport oarecare (figura 10.8a).
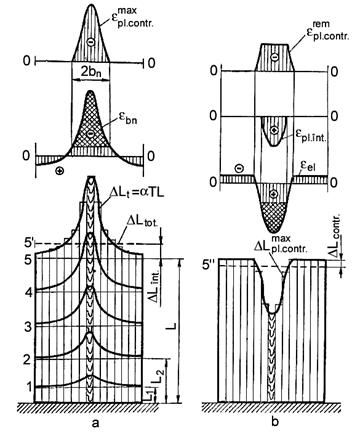
Figura 10.8. Formarea tensiunilor si deformatiilor in imbinarea sudata.
Numerotam o serie de sectiuni transversale (15) situate la diferite distante de suport, sectiuni care cuprind insa si capatul superior. Tinand cont de caracterul cunoscut de repartizare al temperaturilor maxime la sudare in sectiune transversala, fiecare fasie libera va prezenta o alungire termica proportionala cu temperatura de incalzire. Astfel capatul superior al imbinarii se va deplasa ca in figura 10.8a. Deformatia termica a celorlalte sectiuni transversale este aratata de variatia curbelor respective, variatie care este cu atat mai mica cu cat ne apropiem de suport deoarece se micsoreaza lungimea fata de care se determina aceasta alungire. Pozitia sectiunii frontale inferioare ramane neschimbata.
Marimea deformatiei absolute a sectiunii depinde de locul amplasarii liniei de vizare a sectiunii. Daca se opereaza cu o deformare termica, atunci ea va fi aceeasi in toate sectiunile transversale ale imbinarii si amplasarea liniei de citire nu mai are nici o importanta. Imbinarea sudata reala nu consta din fasii separate fara legatura intre ele. Toate fasiile sunt legate una de alta si se deformeaza in conformitate cu legile comune pentru toata imbinarea. O astfel de lege este ipoteza sectiunilor plane. In conformitate cu aceasta ipoteza, fiecare sectiune transversala trebuie sa se deplaseze in sus cu o anumita valoare, paralel cu pozitia sa initiala. Sectiunea superioara 5 se va deplasa in pozitia 5'. Astfel intreaga imbinare sudata la incalzire se va alungi. Compararea deformatiilor absolute totale (pe toata lungimea imbinarii) si a deformatiilor termice in diferite puncte de pe sectiunea transversala superioara demonstreaza discrepanta lor cu exceptia a doua puncte in care liniile respective se intersecteaza. Pentru a aduce fasiile izolate intr-o stare in care trebuie ele sa se afle in imbinarea reala nesectionata, trebuie comprimate zonele centrale iar cele marginale dilatate la valoarea corespunzatoare. In faza de incalzire in imbinarea sudata pe longitudinala apar tensiuni de compresiune in zona de mijloc puternic incalzita si de dilatare in zonele marginale putin incalzite. Pentru zonele centrale ale imbinarii diferenta dintre deformatia termica si cea totala este atat de mare incat daca se comprima aceste fasii pana la nivelul liniei 5', atunci se pot produce in ele tensiuni de compresiune pana la nivelul limitei de curgere, iar pana la pozitia normala mai este foarte mare distanta. Pentru a ajunge in pozitia liniei 5' trebuie comprimate plastic majoritatea zonelor centrale. Acest lucru inseamna ca in faza de incalzire in zona de mijloc puternic incalzita a imbinarilor longitudinale se produc deformatii plastice de compresiune si se formeaza asa numita zona de deformatii plastice a carei latime pentru o astfel de imbinare simetrica este reprezentata cu simbolul 2bn.
In deformatiile relative diferenta dintre
deformatia totala si cea termica este prezentata in figura
10.8a, prin linia ein (deformatie
interna). Prin hasururi drepte sunt reprezentate deformatiile
elastice echilibrate in sectiune, eel si cu hasururi
oblice deformatiile plastice de compresiune. Astfel se poate vorbi de
epura deformatiilor plastice maxime de contractie ![]() , care in desen se reprezinta separat (in partea de sus
a figurii) si se considera incheiat studiul fazei de incalzire.
, care in desen se reprezinta separat (in partea de sus
a figurii) si se considera incheiat studiul fazei de incalzire.
Daca in momentul incalzirii maxime se taie din nou imbinarea in fasii, atunci dupa racirea completa capatul superior al imbinarii va capata o deformatie ca in figura 10.8b. Deformatiile remanente elastice sunt echilibrate in sectiunea transversala si marcate prin hasururi drepte. Epurele deformatiilor plastice de alungire epl.al si a deformatiilor plastice remanente de contractie sunt reprezentate separat. Tocmai deformatiile plastice remanente de contractie in sectiune transversala si un astfel de caracter neuniform al repartizarii lor in sectiune, reprezinta cauza formarii tensiunilor remanente in imbinarea sudata. Afirmatiile de mai sus in principiu raman valabile si in cazul nerespectarii ipotezei sectiunilor plane pentru deformatii longitudinale totale. In acest caz sectiunile 5' si 5" precum si alte sectiuni transversale se vor deforma cu o anumita convexitate la incalzire sau cu o anumita concavitate la racire, ceea ce duce la o anumita reducere pe inaltime a epurelor deformatiilor plastice maxime de alungire la racire. Epura deformatiilor plastice remanente de contractie ramane practic fara modificari.